
CVP390
ALPHA® CVP-390
完全不含卤素、低空洞、精密特性、优异在线测试性能的免清洗无铅焊膏
兼容 SAC305、SAC405 和低银合金
概述
ALPHA CVP-390 是一款无铅、完全不含卤素的免清洗焊膏,专为要求焊接残留物具有优异在线测试性能并且符合JIS 标准铜腐蚀性测试的应用而设计。
本产品还能实现稳定的细间距印刷能力,可以采用 100µm 厚网板进行 180µm 圆印刷。其优异的印刷焊膏量可重复性有助降低因印刷工艺波动而造成的缺陷。此外,ALPHA CVP-390 能实现 IPC7095 标准的第三级空洞性能。
特性与优点
• 网板使用寿命长:在至少8小时连续印刷的条件下,无需添加焊膏,也能保持稳定的印刷性能
• 高粘附力寿命长:确保高贴片良率,良好的自调整能力
• 宽广的回流曲线窗口:在复杂、高密度线路板装配上,也可实现最优质量的可焊性(空气或氮气回流,保温或升温回流曲线,最高温度175-185°C条件下)
• 降低随机焊球水平:最大程度减少返工,提高首件良品率
• 优异的聚结和润湿性能:即使在高保温环境下,能实现180µm圆型焊膏的聚结
• 优异的焊点和助焊剂残留物外观:回流焊接后,即使采用长时间高温保温回流,也不会出现炭化或烧结现象
• 优异的空洞性能:符合IPC7095标准第三级空洞要求
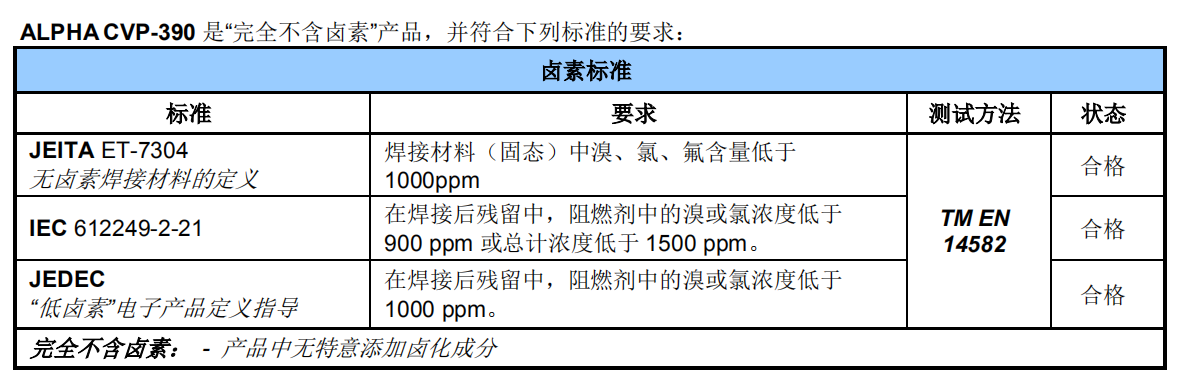
• 卤素含量:完全不含卤素,无特意添加卤素
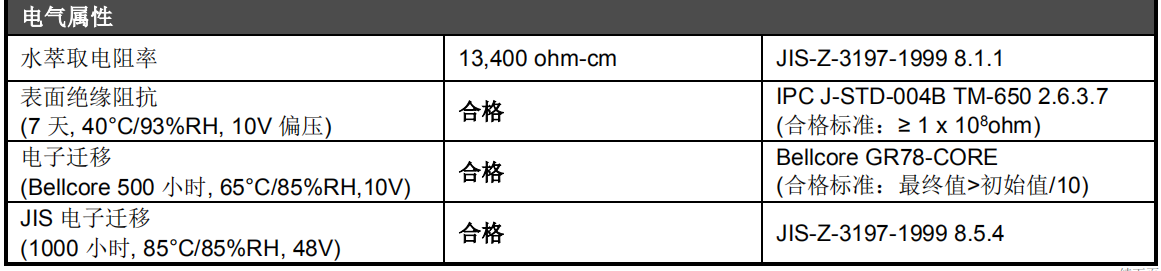
• 残留物:优异的在线测试属性,符合JIS标准铜腐蚀性测试
• 安全和环保:材料符合RoHS和无卤素要求(见下表),以及TOSCA和EINECS要求
产品信息
合金: SAC105, SAC305, SAC405, SACX Plus 0307 SMT,
SACX Plus 0807 SMT, Innolot, Maxrel Plus, Sn99.3/Cu0.7, 90Sn10Sb,如要求使用其他合金,请联络 Alpha 当地销售办事处
粉末尺寸: 3 号粉、4 号粉、4.5 号粉及 5 号粉
包装规格: 500 克罐装,6”和 12”筒装
助焊剂凝胶: 有 10 和 30 毫升针筒包装的助焊剂凝胶,供返工操作使用
无铅: 符合 RoHS Directive 2011/65/EC 要求
应用
针对标准和精密间距网板印刷配方,印刷速度可控制在 25mm/sec (1”/ sec)- 150mm/ sec (6”/ sec) 之间;适用的网板厚度为 0.100mm(0.004”) - 0.150mm (0.006”),特别推荐与 ALPHA 网板搭配使用。根据印刷速度,刮刀压力为 0.21-0.36 kg/cm (1.25 -1.5 lbs/inch)。印刷速度越高,刮刀的压力要求越大。回流工艺窗口保证了高焊接效率、优异外观和最少返工量。
卤素状态
技术数据
物理属性


安全
虽然 ALPHA CVP-390 助焊剂系统没有毒性,但在典型的回流条件下会产生少量的反应和分解蒸汽。这些蒸汽应能从工作空间中完全排出。请查阅安全数据表(或浏览 www.alphaassembly.cn)了解更多的安全性信息。
存储-操作:
1.冷藏在0-10°C (32- 50°F) 条件下以保证稳定性。在上述条件下,保质期为6个月。
2.使用前,焊膏可在不超过25°C (77°F) 条件下存放4 周。
3.冷藏后,焊膏容器应解冻至室温条件下,达 4 小时。使用前,焊膏的温度应高于19°C (66°F)。使用温度计测量并确认焊膏温度高于 19°C (66°F)。
4.使用前,可手工搅拌焊膏。不要求采用旋转/离心设备进行搅拌。如果采用上述设备,使用300RPM搅拌30-60秒即可。
5.不要将从网板上去除已使用的焊膏与罐中未使用的焊膏混合。这将改变未使用焊膏的流变学特性。
6.这些是初始建议,所有工艺设置应独立评估。
印刷:
网板:推荐使用 ALPHA CUT, ALPHA NICKEL-CUT, ALPHATETRABOND™ 或 ALPHAFORM 网板,网板厚度为 0.100 mm - 0.150 mm (4 - 6 mil),间距为 0.4 - 0.5 mm (0.016”或0.020” )。网板设计受多种工艺变量影响。如需协助,请联络 Alpha当地的网板工厂。
刮刀:金属(推荐)
压力:刀片方向 0.21 - 0.36 kg/cm (1.25-2.0 lb/ inch)。
速度:25-150mm/s (1-6 inch/s)
焊膏滚动直径:1.5 - 2.0 cm 直径,如滚动直径达到 1cm (0.4” ),应适当添加。最大滚动尺寸以刀片类型而异。
网板释放速度:1- 5 mm/s。提升高度:8 - 14 mm (0.31 -0.55” )
回流 (参见表 1):
环境:推荐在清洁干燥的空气或氮气环境下。回流曲线(SAC合金):
升温: 0.7°C/s和 1.3°C/s升温曲线,液相点温度以上停留45- 90秒。
保温:155-175°C,60-100秒的保温曲线能够获得理想的回流结果。如果需要,在更高保温温度(175-185°C)下60秒的保温曲线也能获得较好的回流结果。典型的峰值温度为235-245°C。
备注1:峰值温度保持在241 ºC以下能降低BGA和QFN空洞的数量和大小。
备注2:对于温度升高后的热力学属性,请参考元件和板片供应商提供的数据。如果峰值温度降低,液相点以上提留时间要加长,才能保证焊点美观。
清洗:
ALPHA CVP-390残留物在回流后可保留在板片上。如果需要清洗,推荐使用 Vigon A201 (在线清洗)、Vigon A 250 (批量清洗)或 Vigon US (超声波清洗)。Vigon 是Zestron 公司注册商标。
如果印刷错误或需要进行网板清洗,可使用 ALPHA SM-110E、ALPHA SM-440、和Bioact™ SC-10E进行清洗。
Bioact是Petroferm公司注册商标


联络资料








